

UI-макет рисовали в Figma. Стандартными элементами при разработке не пользовались ввиду отсутствия нужного функционала (например, привязка цвета фона поля вывода к тегу состояния оборудования) и присутствия лишнего. Но если что-то недоступно «из коробки», платформа «КАСКАД Цифра» позволяет сделать практически все что угодно с визуализацией и интерфейсом.
Функционал SCADA-системы:
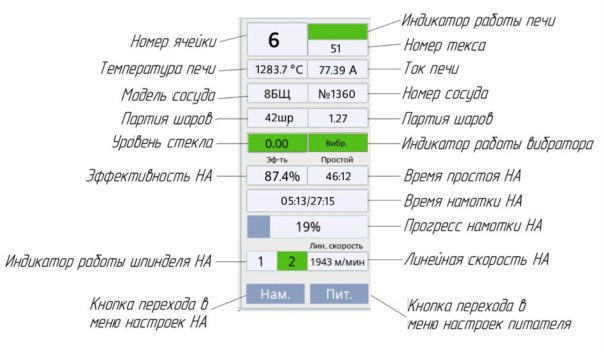
- Виджет для главного экрана, отображающий все основные параметры и подсвечивающий неисправности.
- Форма главного экрана, на котором расположены виджеты ячеек,кнопки навигации, панель алармов. Поскольку печей 32, решили использовать 2 монитора: первый – с печами 1-16, второй – с печами 17-32.
- Виджет для главного экрана, отображающий все основные параметры и подсвечивающий неисправности.
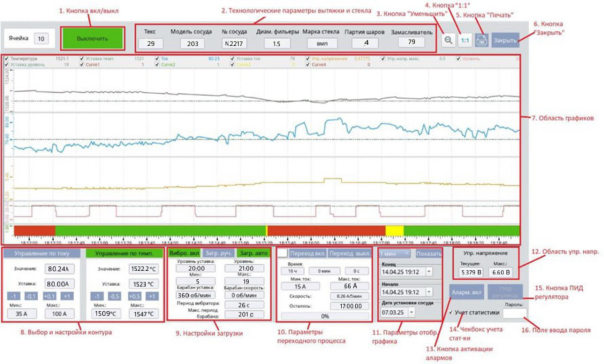
- Экранные формы настроек параметров печей и наматывающих аппаратов.
- Экран управления периферийным оборудованием (емкости с миксерами для замасливателя и насосы, перекачивающие замасливатель из нижней ёмкости наверх), также включающий поля отображения:
- частоты и напряжения линий электропитания;
- температуры воды в двух точках контура охлаждения.
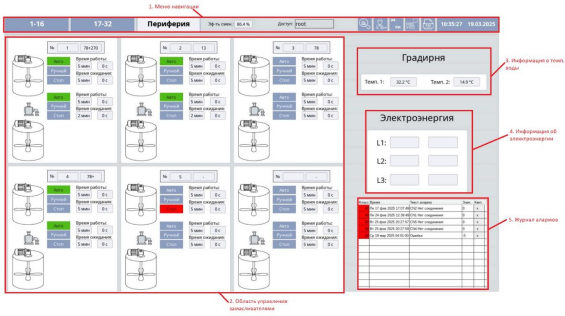
- список алармов для отображения в журнале.
Разобрались, почему при переключении регуляторов управляющий сигнал внезапно падал до нуля, и что делать, если показания с термопар внезапно начинают «скакать». Плюс немного про борьбу за порядок в шкафу.
Гладкое переключение между ПИД-регуляторами
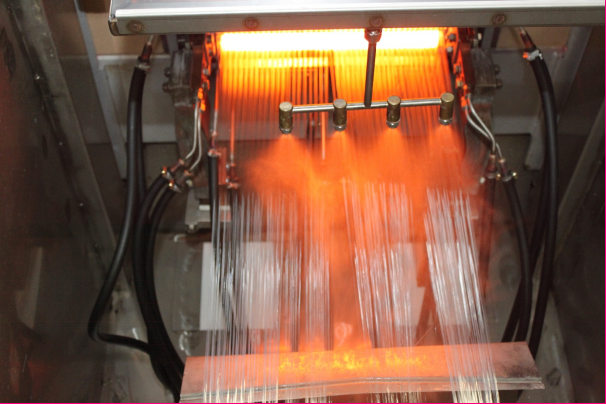
Для тестирования алгоритмов управления нам выделили полноценную печь. На ней мы:
- испытали работу ПИД-регуляторов;
- подобрали коэффициенты;
- реализовали переключение между двумя независимыми ПИД-контурами: по току и по температуре.
С последним всё оказалось сложно. На словах всё просто: выключил один регулятор — включил другой. Но на практике возникли проблемы:
| № | Симптом | Корневая причина |
| 1 | После отключения одного ПИДа и немедленного включения второго управляющее напряжение падало до нуля | Когда вы резко «передаёте руль» от первого регулятора ко второму, второй «просыпается» с нулём на выходе, потому что не знает, какое напряжение держал первый. Поэтому сигнал мгновенно падает. |
| 2 | При «молчаливой» работе второго ПИДа (значение его выхода не идет на аналоговый выход) при переключении с управления по току на управление по температуре и наоборот наблюдались резкие скачки тока вверх и вниз | Интегральное звено неиспользуемого ПИД-регулятора накапливало значительную ошибку, так как контролируемая величина отличалась от уставки |
Чтобы устранить проблемы, в то время, когда ПИД-регулятор не задействован, на его вход подаем его же уставку, а при переключении на нужный контур заменяем вход ПИД-регулятора на реальное значение с датчиков.


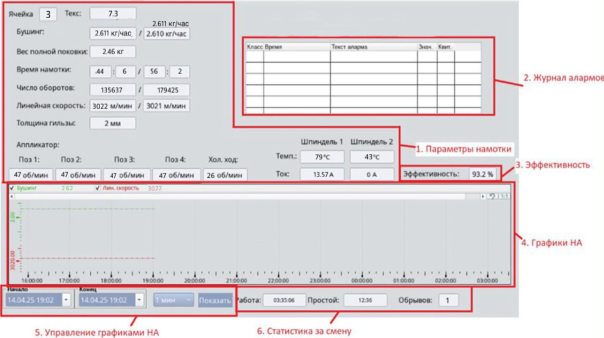
Научили SCADA-систему генерировать таблицу статистики работы оборудования. В конце смены в архив записываются ключевые параметры печи и наматывающего аппарата, а также статистика по эффективности работы и количеству обрывов. На основе архива создаётся таблица с показателями для каждой печи. Результат выгружается в файл .csv, который можно импортировать в таблицу Excel.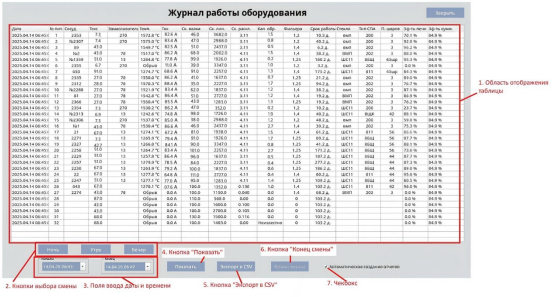
Персонал теперь может получать данные из архива, задав необходимый временной интервал.
Результаты:
- возможность корректировать технологические параметры выработки стекла на основе исторических данных;
- система мотивации для операторов: чем выше эффективность работы и меньше простоев, тем больше премия.
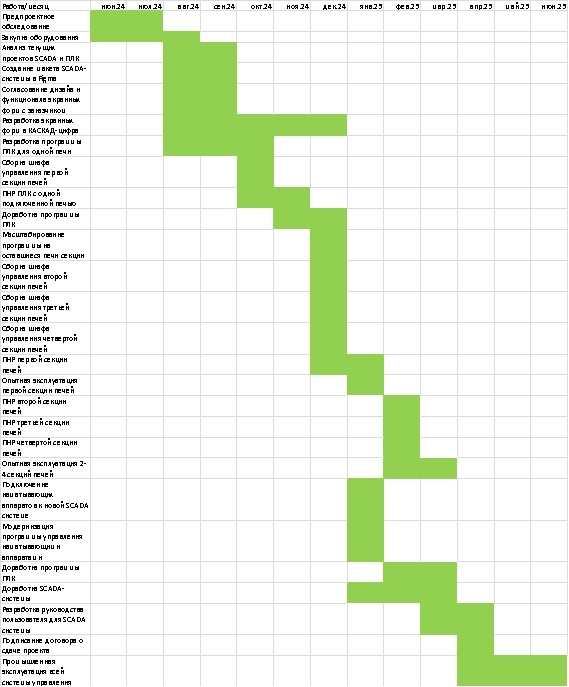
Все началось в июне 2024 года с предпроектного обследования. Параллельно закупали оборудование. В августе начали анализ текущих SCADA и ПЛК, создание макета системы в Figma, разработку в «КАСКАД Цифра» и программирование ПЛК для одной печи. В октябре обкатали все на одной печи, в феврале 2025 года – подключили остальные. С апреля по июнь — стабильная промышленная эксплуатация без критических ошибок. Диаграмма Ганта по проекту:
| Статья расходов | Сумма, ₽ |
| Оборудования (ПЛК, модули и т.д.) | 10 млн |
| Инжиниринг и разработка | 9 млн |
| Итого | 19 млн |
В планах дополнить статью расчетом ROI (когда появятся данные). Постараемся учесть влияние:
- снижения простоев на 20%;
- роста точности намотки (±3–4 км → ±0,1 км) и сокращения брака (в 7–8 раз);
- инструмента мотивации операторов.